Most Popular
The types of pressure sensors include sputtering film, silicon piezoresistance, strain gauges, sapphire, glass microfusion, ceramic piezoresistance, ceramic pressure capacitance, etc. The domestic mass production is mainly silicon piezoresistance, ceramic piezoresistance, glass microfusion and ceramics pressure capacity, the characteristics of these types of sensors are introduced below:
1. Silicon piezoresistance
Lefoo using the piezoresistive effect and good elasticity of semiconductor materials, a silicon piezoresistive sensor has been developed through integrated circuit technology and MEMS processing technology. At present, the minimum size of silicon piezoresistance can be within 0.5*0.5mm, so that on an 8-inch wafer Nearly 100,000 pressure sensors can be cut out. Silicon piezoresistive sensor, as a kind of micro sensor, has the advantages of small size, high output, low cost, strong overload ability, strong anti-interference ability, and high signal output sensitivity. Since the conventional package generally adopts a positive pressure structure, it can generally only measure some pure and non-corrosive media, and the temperature drift is relatively large, and the full-scale temperature drift can reach 0.15% F.S/℃.
At present, there are two commonly used packaging structures for silicon piezoresistive pressure cores: non-isolated and isolated. The non-isolated type is generally encapsulated in a plastic shell, and the surface of the silicon chip is protected by silicone gel. This structure is more suitable for automotive intake manifold pressure, The measurement of tire pressure and atmospheric pressure has obvious advantages in range and cost. It can also be used to measure the pressure of engine oil, water, and exhaust gas after packaging with special glue, but the service life problem is difficult to solve. Isolation packaging generally uses the internal oil filling method of the metal diaphragm. This packaging method can be used for corrosive or polluting media such as engine oil, refrigerant, fuel, exhaust gas, etc., but due to the complicated oil filling process, the production cost is high, compared to other types of sensors The price/performance ratio is not obvious.
In addition to the above two packaging methods, domestic pressure sensor manufacturer currently developing an inverted packaging structure. This structure directly contacts the dielectric from the back of the silicon wafer, which can avoid the risk of corrosion and pollution of the circuit on the surface of the silicon wafer. Once the inverted packaging process is mature, the silicon piezoresistive sensor will be suitable for more applications.

Figure 1-1 Diffused silicon pressure core
2. Ceramic piezoresistance
Ceramic resistor technology uses a thick film printing process to print the Wheatstone bridge on the surface of the ceramic structure, and uses the varistor effect to convert the pressure signal of the medium into a voltage signal. Ceramic is a recognized material with high elasticity, corrosion resistance, wear resistance, impact and vibration resistance.
The thermal stability of ceramics and its thick film resistance can make its operating temperature range as high as -40 to 135 ℃, and electrical insulation is 2kV. Such high insulation strength is difficult for other sensors to achieve. At present, many domestic manufacturers provide ceramics. Resistance pressure sensor core. However, the signal output sensitivity of this technology is low, the range is generally limited to 500kPa~10MPa, and the conventional hollow structure only depends on the pressure of the diaphragm, which has poor overload resistance. When the pressure of the medium to be measured is overloaded, the ceramic resistance sensor will have the diaphragm rupture. Risk of media leakage. Ceramic piezoresistance is suitable for pressure measurement applications of refrigerant, engine oil and brakes.
The ceramic piezoresistive sensor core has its own temperature compensation, and the temperature drift can achieve 0.02%F.s/℃, so for most applications, no temperature compensation is needed, which can reduce production costs. The time drift problem of general ceramic piezoresistive sensors is more prominent, which requires higher material procurement and production processes.
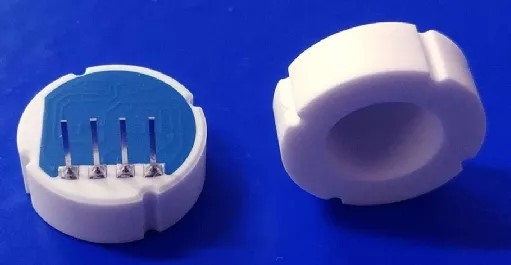
Figure 1-2 Ceramic piezoresistive core
3. Glass micro-melting
The glass micro-melting technology uses a high-temperature sintering process to combine a silicon strain gauge with a stainless steel structure. The four resistors equivalent to the silicon strain gauge form a Wheatstone bridge. When there is medium pressure on the other side of the stainless steel diaphragm, the stainless steel diaphragm produces a small deformation that causes the bridge to change, forming a voltage signal proportional to the pressure change. The glass micro-melting process is difficult to achieve and the cost is high. The main advantages are good medium tolerance and strong overload resistance. It is generally suitable for high pressure and ultra-high pressure ranges, such as 10MPa~200MPa, and its application is relatively limited.
Glass micro-melting pressure sensors have obvious advantages in high-pressure applications such as diesel common rail, loader hydraulics, and fuel pumps. For applications below 2MPa, there is no cost advantage. In addition, the temperature drift of the glass micro-melting pressure sensor is equivalent to that of the silicon piezoresistive sensor, and temperature compensation is required to achieve the required accuracy during calibration.

Figure 1-3 Glass micro-melt core
4. Ceramic pressure capacity:
The ceramic pressure-volume technology adopts a fixed ceramic base and a movable ceramic diaphragm structure, and the movable diaphragm is sealed and fixed with the base by means of glass slurry. Electrode patterns are printed on the inside between the two to form a variable capacitor. When the pressure of the medium on the diaphragm changes, the capacitance between the two changes. The signal is converted and conditioned by the conditioning chip and then output to the subsequent stage for use.
Ceramic pressure-capacitance technology has the advantages of wide range, good temperature characteristics, strong overload capability, and good long-term stability. It is widely used in pressure measurement of refrigerant, engine oil, brake, fuel, etc. Ceramic pressure-capacitance core has good temperature characteristics, for example, the temperature drift of 2MPa core is better than 0.5% F.s per 100°C.

Figure 1-4 Ceramic pressure-capacitance core
The domestic ceramic pressure-capacitance technology is very mature. The production process of ceramic pressure-capacitance cores is simpler than that of piezoresistive cores, and the production cost is lower than piezoresistive. Now the prices of ceramic pressure-capacitance cores and ceramic piezoresistive cores have been flat. The inherent advantages of ceramic pressure capacity make it particularly suitable for high-reliability applications.
More Related Products
 English
English  français
français  Deutsch
Deutsch  Español
Español  italiano
italiano  русский
русский  português
português  العربية
العربية  Türkçe
Türkçe  Zulu
Zulu 

